
���Ͻ��Ŵ������������ֵ�ͨ�����⣬�������ƴ�����ӳ���λ�з�϶����û�и��õľ��鴫��ѽ��

2023-8-5
����1.00Ԫ���ǰ��Ϳ�϶��潺��������ֹ��©����

2023-8-5
���潺���˾Ϳ�����

2023-8-5
�Ǵ���˿���������������

2023-8-6
����1.00Ԫ��ǹ��ղ���ã���װ�Ľ��붨λƬλ�ò���������Ӧ��Ҳ��λ��

2023-8-6
�ֽ�Ƭ����ǽ�һ��Ҳ�����١�

2023-8-7
����2.00Ԫ1.��ǻ����ԣ���û��Ϳ����ǣ�����ǽ�������£���õĵ����ǣ�˫���ʵ����������Ͳ����Գ��ַ�϶�ʹ�λ��2.����Ĵ�С����֤���������ɷŽ�ǻ�壬���뾡�����ڼӸ��������Ƭ�Ͷ��潺���������ܿ��ƴ�λ�����⡣3.���֮ǰ������Ϳ���潺���������ǽ��������Ƭ��һ��Ҳ�����١�4.��õ�һ���Ⱥ���ĸ�����û���ڷ�϶�����϶��״�������У�Ӧ�����и���Ƕȡ�5.�����ɺ�ƽ���ѷţ�����ܵ���ǽ��Ͷ��潺�ɺ�Űᶯ��

2023-8-7
����2.00Ԫ1���и���ϽǶȣ�2����ǻ����߳����ٶ��Ƿ�һ�£����ߵ��ĸ߶��Ƿ�һ���߶ȡ�3�����������ǻ����Ƿ�ƽ�С�4���������⣬�����׳�������Ľ�����ʵ�Ľ��롣��ǿ��ż�����Ҫ����Ļ��ۡ�

2023-8-10
��һ�����������˺��Ե����⣬��������볤�ȣ��봰����ǻװ���϶����ʹװ��Ǹ�Ƭ��������ǽ���һ�������������⣬���ƺ�װ���϶���ǹؼ���

2023-8-10
���������ǹ��ղ���λ�������и�Ҫ���Ƕȣ�ë�̣��������Ҫע��ǽ������潺���ȸ��˾Ͳ�������������⡣
2023-8-10
����һ�������ƫλ�ˡ�
2023-8-15
����2.00Ԫֻ��˵���ؽ϶����Ų飻
1.��Ǹ�Ƭ
��1����Ƭ����Ƿ�ƥ�䣿
��2����Ƭ���ŷ���
2.���潺
��1�����潺�Ƿ���ڣ�
��2�����潺�Ƿ�ͿĨ��
3.����
��1���������Ƿ�ƥ�䣿
��2���������ϳߴ��Ƿ�ƥ�䣿
4��ǻ�
��1������λ���Ƿ������λ��
��2�������Ƿ�װ��λ��
��3�����Ҽ�ѹ�����Ƿ�һ�£����ĵ�У���Ƿ�����
5.����ע��
��1��ע���Ƿ���ȣ�
��2�����������Ƿ�������
6������
��1����ѹʱ�Ƿ���룿
7�Ͳ�
��1���Ͳ��Ƿ����α䣿
��2�����Ͼ�Ƕ��Ƿ���
�ܽ� ��7.(1)һ������������ԣ��Ͳij�ʱ��ѷţ���ѹ�ͻᷢ���α䣬�����������׳�������??��Ϊԭ��һ��ֻ�Ǽ���������
2023-8-18
�豸���ȸߣ���Ա���֣�������ǿ����

2023-11-3
�����̣��ǶȲ���

2024-3-24
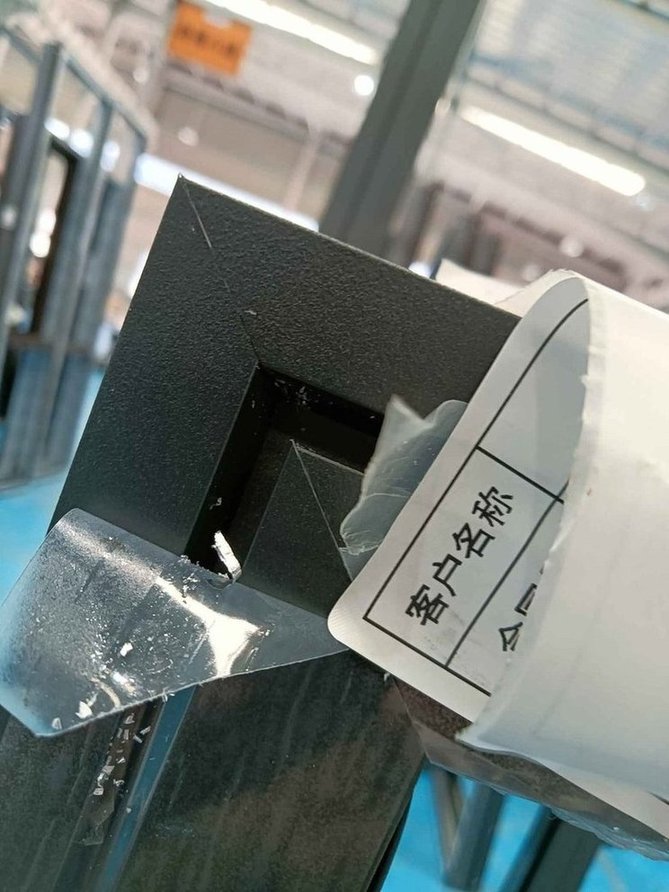
��Ƭ�Ƕ�û����Ļ�����̫����
2024-4-16
�ϸֽ�Ƭ
| ��15�� ҳ��:[1/1] ��ҳ 1 βҳ |
